轉子繞線後鹽(yán)浴測試(shì)不過,如何解決?
1、漆包線不良:從線桶中抽出50米長漆包線拉伸幾下再(zài)用(yòng)手捏成一團(tuán),放入(rù)鹽(yán)水中可(kě)判(pàn)斷。

2、繞線機張(zhāng)力不良:(張力過大)放入鹽水(shuǐ)中的轉子線包(bāo)不(bú)規則冒泡(pào),數值上升較慢,(張力過(guò)小):線在繞線過程中容易掛到鋼片上且線(xiàn)包大而且鬆。
解決方法:所經過繞線機張力係統穿過的漆包線必須通過張力對(duì)照表用彈簧稱核對後方可繞(rào)線。
3、羊毛氈結碳.各繞線機過線輪損傷.各過線小軸承損壞:放入鹽水中的轉子線包不規(guī)則冒泡,數值上(shàng)升較快。

解(jiě)決方法:更換損壞羊毛氈,過線輪,小軸承。
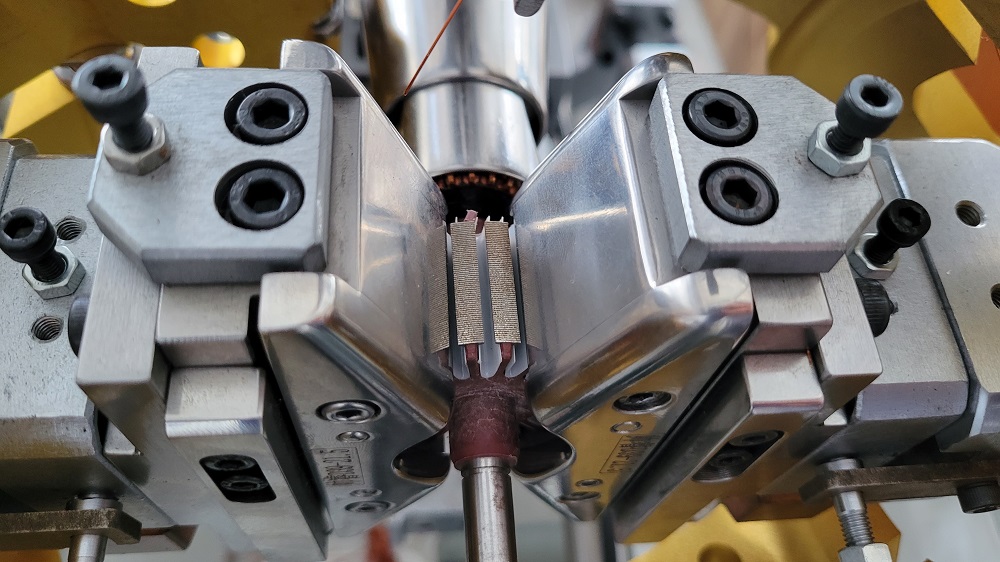
4、繞線機繞線模具損傷(導線(xiàn)模):放入鹽(yán)水中的轉子線包規則冒泡,冒(mào)泡位置在鐵芯上部,下部或中部(每一(yī)槽在同(tóng)一位置).數(shù)值上升(shēng)快。

(鉤線套):放入鹽水(shuǐ)中的轉子線在頸部冒泡(應可看到損傷部位)。
解決方(fāng)法:檢查模具,確定位置,打磨拋光。
5、繞線機調試不良造成繞線過程中分度變化(以至漆包線下線刮傷):繞線機繞線模具於(yú)轉子中心高沒調好,繞線機(jī)轉位軸中軸承不良,夾(jiá)緊機構中平麵軸承不良。放入鹽水中的轉子線(xiàn)包規則冒泡(幾槽(cáo)在同一位置,特別最後倆組線(xiàn)圈)。
其它:飛叉(chā)軸承壞(huài),飛(fēi)叉主軸(zhóu)軸承檔磨損,飛叉皮帶輪軸承檔磨損造成模具(jù)中心調不好。
解決:檢查調試以上問題點,檢查(chá)更換各軸承。
注:換漆包線時(shí)要檢查線捅周邊有無毛邊(biān)打磨。
6、穿線方法不正確:在繞線機電控(kòng)磁粉張力器的過線輪上或附助過線輪上,銅線繞的圈數(shù)過多,磁粉張力器通常為2-3圈。附助為1圈。(漆包線在阻力與拉力作用下會相互擠壓(yā),漆膜會損傷)。漆包線穿在過線輪防(fáng)護杆上,主軸進線口處(chù)過線輪位置不對(線直接(jiē)與過線(xiàn)輪防護杆磨擦),主軸內尼龍管脫落,主軸至飛叉線沒經過線輪。
解決(jué):檢查以上問題點,調整。
7、繞線機繞線模具不良(liáng):繞線機繞線(xiàn)模具長(zhǎng)期打磨拋光磨損嚴重,護住鋼片很少以至下線時漆(qī)包線刮到鋼片。繞線模具側護板與中間護板(bǎn)間隙過小(針對0.45以上線)擠傷,中間護板位置沒調好,下線刮到鋼片(piàn),鹽浴不良或斷線。

解決:檢查模具,加工處理,調(diào)試仔細。